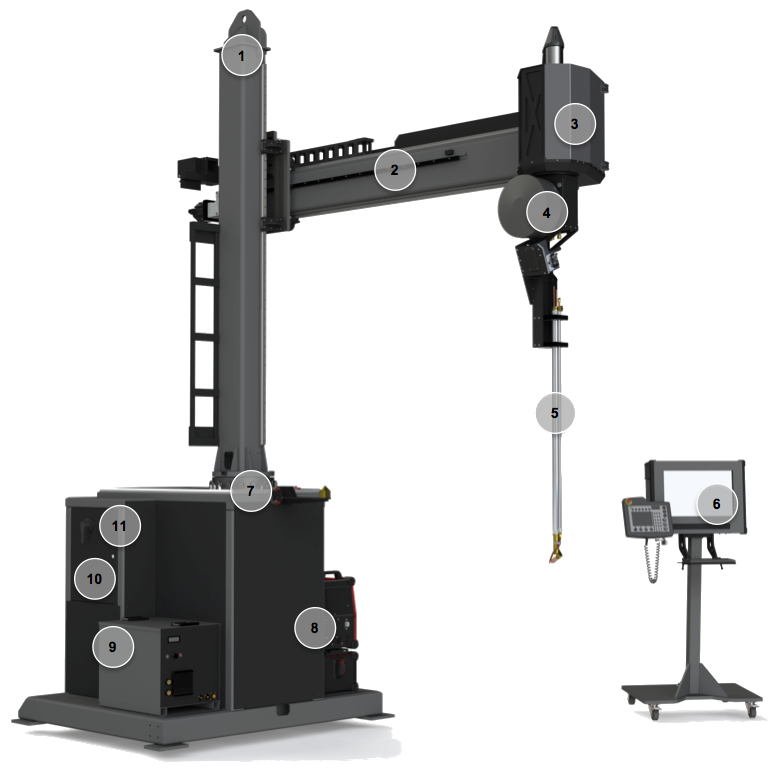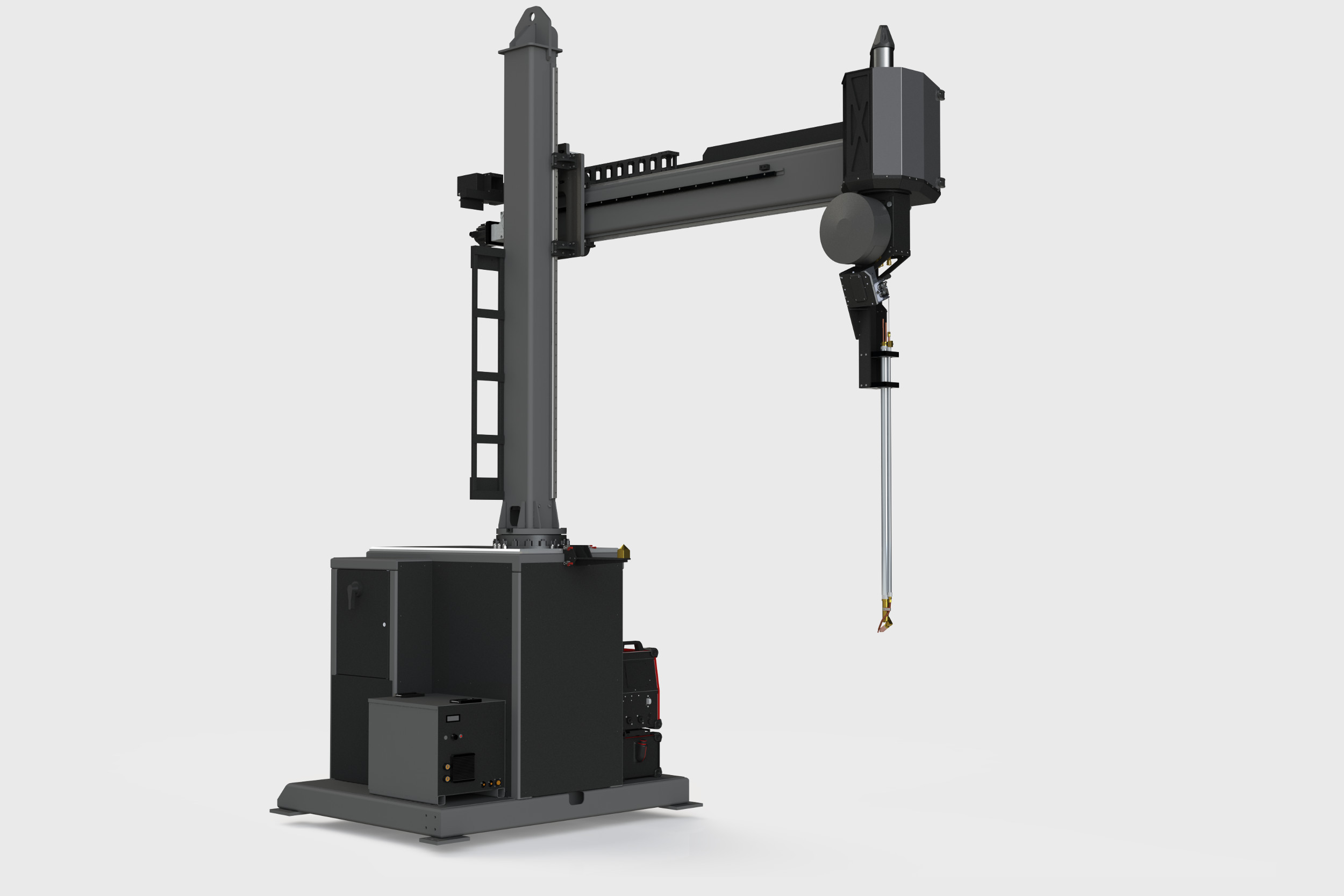




Standard Features on Coordinated Motion Cladder (CMC-66)
1
The precision column lift is achieved through a servo motor driven rack and pinion drive along precision rails. Precision lifting of the boom provides the system with the necessary vertical motion for continuous spiral or step index cladding. A flexible cable carrier is included to organize and protect the life of the cables during motion.
2
The precision boom drive features a servo motor driven rack and pinion drive along precision rails for horizontal motion of the bore torch. The precision drive is controlled and driven by an AVC (Arc Voltage Control) module for constant arc standoff during cladding. A flexible cable carrier is included to organize and protect the life of the cables during motion.
3
The continuous rotation weld head allows for sustained cladding of parts without the necessity to stop and “unwind” the cables and hoses. The weld head rotation is servo motor driven with a slip ring to ensure continuous operation without tangling the cords or hoses.
4
A 4-roll wire drive assembly that is driven by a servo motor with encoder feedback provides precision wire delivery. Wire feed speed, start delay, and wire retract are each programmable by the XM Controller. The wire feeder offers high-precision wire delivery with an accuracy of +/- 1% of the programmed speed. The wire feeder is mounted below the rotation axis of the weld head to prevent wire tangling.
5
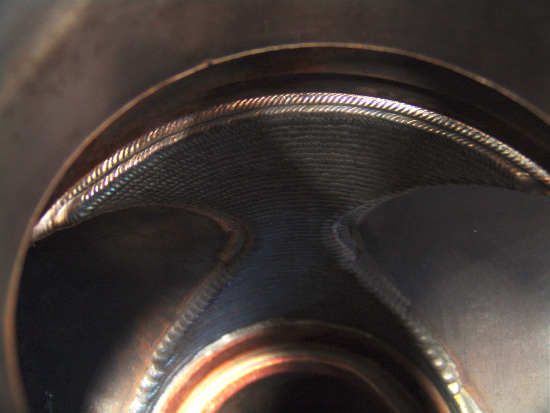
The AMET bore torch is water-cooled and equipped with the necessary components for hotwire feeding. The torch is rated at 350 Amps at 100 percent duty-cycle.
6
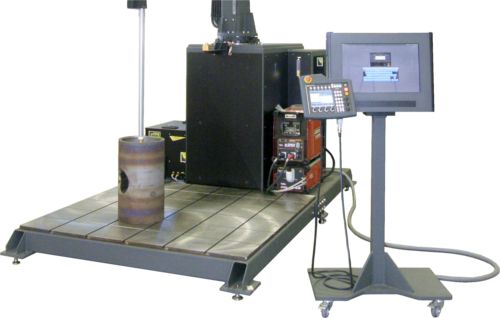
The XM Controller operates in conjunction with a touchscreen monitor for entering part dimensions and weld parameters. Once the dimensions and parameters are entered, the weld path is automatically generated including the number of passes necessary for part completion. The touchscreen monitor displays a rendering of the part and the real-time location of the torch. Part location and orientation are configured by touching the tip of the torch to the inner wall of the part in three different locations. Using these reference points the part location and orientation are automatically determined.
7
The column (mast) has precision rotation that combines with the rotating weld head to provide the necessary circular motion for bore cladding. The 270 degrees of rotation is servo motor driven and allows the CMC to have a much larger work envelope than most cladding systems. Anywhere within the reach of the manipulator can be used as work space as opposed to traditional systems with a positioner or turn table.
8
A 350 Amp DC GTAW welding power supply will be integrated into the system for programmable control of the weld parameters. The power supply is capable of cladding with a wide range of filler metals including hard metals like Inconel. A water chiller is included to circulate water for cooling the bore torch to prevent damage from overheating. The power supply stacks on top of the water chiller to conserve space.
9
AMET’s precision hotwire power supply is built using AC instead of DC electrical components. This helps reduce arc deflection that is common on DC hotwire systems. It also produces a more precise and consistent sinewave for more reliable operation. The current and voltage are adjustable up to 200 amps and 20 volts respectively.
10
An electrical control cabinet is included to provide a central location for all control modules and electrical components. The cabinet is equipped with an air conditioner to protect the electrical equipment from overheating in hot environments. Also included in this package is a single point power distribution that provides fuse-protected power to the entire system from a single primary power circuit (provided by client).
11
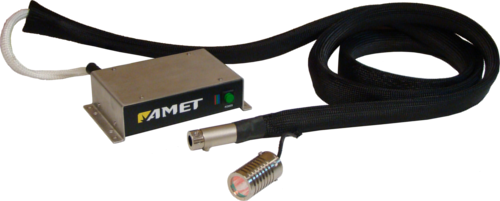
A GTAW sensor box is included to provide integration of the gas and water sensors. A digital solenoid and manual flow meter are incorporated for programmable on/off control of the shield gas. A gas sensor is also included to detect the presence of gas. If no gas is sensed, the XM will receive an error. A water fault sensor is included to ensure water is flowing to the torch to prevent damage due to overheating.